




- China
- English
- Françai
- Español
- Deutsch
- Română
- العربية
- 한국어
- 日本語
- Italiano
- Português
- Gaeilge
- Dansk
- Čeština
- Русский
- Afrikaans
- Euskara
- Català
- Esperanto
- हिन्दी
- Ελληνικά
- Bahasa Melayu
- Polski
- Српски
- Kiswahili
- ภาษาไทย
- Tiếng Việt
- Türkçe
- Svenska
- Cymraeg
- Slovenčina
- Latviešu
- Malti
- Magyar
- Galego
- ગુજરાતી
- Eesti Keel
- বাংলা
- Shqip
- беларуская мова
- Nederlands
- Tagalog
- ქართული
- Íslenska
- Kreyòl Ayisyen
- Lietuvių
- Norsk
- slovenščina
- தமிழ்
- Українська
- ײִדיש
- اردو
- తెలుగు
- فارسی
- македонски
- ಕನ್ನಡ
- Bahasa Indonesia
- עברית
- Suomi
- Hrvatski
- Български
- Azerbaijani

Zastosowanie branżowe






Typ produktu

Jak spakować bank baterii słonecznych LiFePO4?
Bank baterii słonecznych LiFePO4 PACK, znany również jako moduł akumulatorowy, to proces produkcji akumulatora litowo-jonowego, co oznacza pakowanie, hermetyzację i montaż, odnosi się do łączenia wielu grup pojedynczych ogniw litowo-jonowych równolegle i szeregowo oraz biorąc pod uwagę wytrzymałość mechaniczną systemu, zarządzanie ciepłem, dopasowanie BMS i inne problemy. Jego ważna technologia znajduje odzwierciedlenie w ogólnym projekcie konstrukcyjnym, kontroli technologii spawania i obróbki, poziomie ochrony, aktywnym systemie zarządzania temperaturą. Jeżeli dwa akumulatory są połączone szeregowo lub równolegle i uformowane w określony kształt zgodnie z wymaganiami klienta, nazywa się to PAKIETEM.
Proces produkcyjny banku baterii słonecznych LiFePO4 dzieli się na dwie części: produkcję modułów ogniw i montaż systemu.
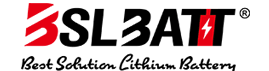
Jeśli porównać PAKIET baterii do ciała człowieka, moduł jest „sercem”, które odpowiada za magazynowanie i uwalnianie energii elektrycznej. W dziale produkcji modułów baterii słonecznych LiFePO4 zakwalifikowane ogniwa akumulatorowe są montowane w moduły akumulatorowe w procesach wycinania końcówek, wkładania rdzenia, kształtowania końcówek, spawania laserowego i pakowania modułów;
Schemat procesu produkcyjnego modułu wygląda następująco:
(1) Układanie rdzenia: ten proces jest pierwszym procesem przygotowania modułu. Gotowe ogniwa akumulatorowe po przejściu testu są łączone na linii z elementami takimi jak płyty boczne, płyty końcowe, osłony i elementy łączące, a następnie ogniwa akumulatorowe układane są w stosy według określonej kolejności szeregowo-równoległej.
Podczas układania należy zwrócić uwagę na zjawisko przelewania się kleju. Podczas układania modułu po obu stronach rdzenia należy go wyrównać, obie strony muszą mieć mechanizm wyrównujący, tolerancja płaszczyzny bocznej ≤ 0,5 mm. oprzyrządowanie do układania w stosy i kontakt rdzenia z rdzeniem nie może spowodować uszkodzenia rdzenia.
Powierzchnię odniesienia rdzenia elektrycznego można dobrać zgodnie z poziomem technicznym Strony B i zakresem tolerancji wymiarowej rdzenia elektrycznego (aktualna tolerancja rysunku wysokości rdzenia elektrycznego wynosi 0,5 mm), Szyna zbiorcza (twarda) , ale należy zadbać o to, aby tolerancja pozioma powierzchni słupa wynosiła ≤0,3 mm, a jednocześnie nie mogły występować wady spawalnicze ze względu na współczynnik różnicy wysokości w kierunku Z.
W procesie układania modułów elementy i rdzenie wyposażane są w mechanizm pozycjonujący, centrowane układanie, a każdy ułożony w stos element wymaga jednokrotnego ukształtowania i dociśnięcia (na długość i szerokość), a cały proces zapobiega zwarciu rdzenia elektrycznego . Nie należy naruszać wyglądu akumulatora ani jego podzespołów, a niebieska warstwa izolacji akumulatora nie powinna zostać przerwana.
Przed i po ułożeniu w stos powinien być w stanie ocenić polaryzację ogniw akumulatora zgodnie z zasadami łączenia szeregowego i równoległego modułu. Powinien być w stanie zaalarmować w przypadku nieprawidłowości w wyroku.
(2) Spawanie oczek rdzenia podmodułu: proces ten jest drugim procesem przygotowania modułów. Ułożone w stos submoduły są przyspawane do kanału rozpływowego za pomocą technologii laserowej z występami dodatnimi i ujemnymi, zgodnie z wymaganiami technicznymi; spawanie występów dodatnich do kanału rozpływowego i występów ujemnych do kanału rozpływowego wymaga różnych parametrów procesu.
(3) Podmoduł w powłoce: ten proces jest trzecim procesem przygotowania modułu. Podmoduły są automatycznie umieszczane w powłoce przez roboty, tworząc moduł.
(4) Łączenie końcówek pomiędzy podmodułami: Ten proces jest czwartym procesem w przygotowaniu modułu. Dzięki technologii laserowej końcówki dodatnie i ujemne są przyspawane do tacy refluksowej zgodnie z wymaganiami technicznymi, a końcówki są łączone szeregowo pomiędzy modułami podrzędnymi.
(5) Podłączenie linii próbkującej: ten proces jest piątym procesem przygotowania modułu. Dzięki technologii laserowej końcówki do pobierania próbek płytki próbkującej są przyspawane do rzędu zwrotnego zgodnie z wymaganiami technicznymi.
(6) Montaż modułu: Ten proces jest szóstym procesem przygotowania modułu. Za pomocą robota płyta końcowa i płyta boczna zostaną automatycznie zmontowane w moduł, za pomocą technologii laserowej, zgodnie z wymaganiami technicznymi, aby zakończyć spawanie.
(7) Testowanie modułu: Gotowy moduł jest testowany pod kątem jego działania, a kwalifikowany gotowy moduł jest pakowany i składowany po ukończeniu.
Proces produkcji modułów składa się głównie z produkcji podmodułów i montażu podmodułów w moduły, bez produktów ubocznych.
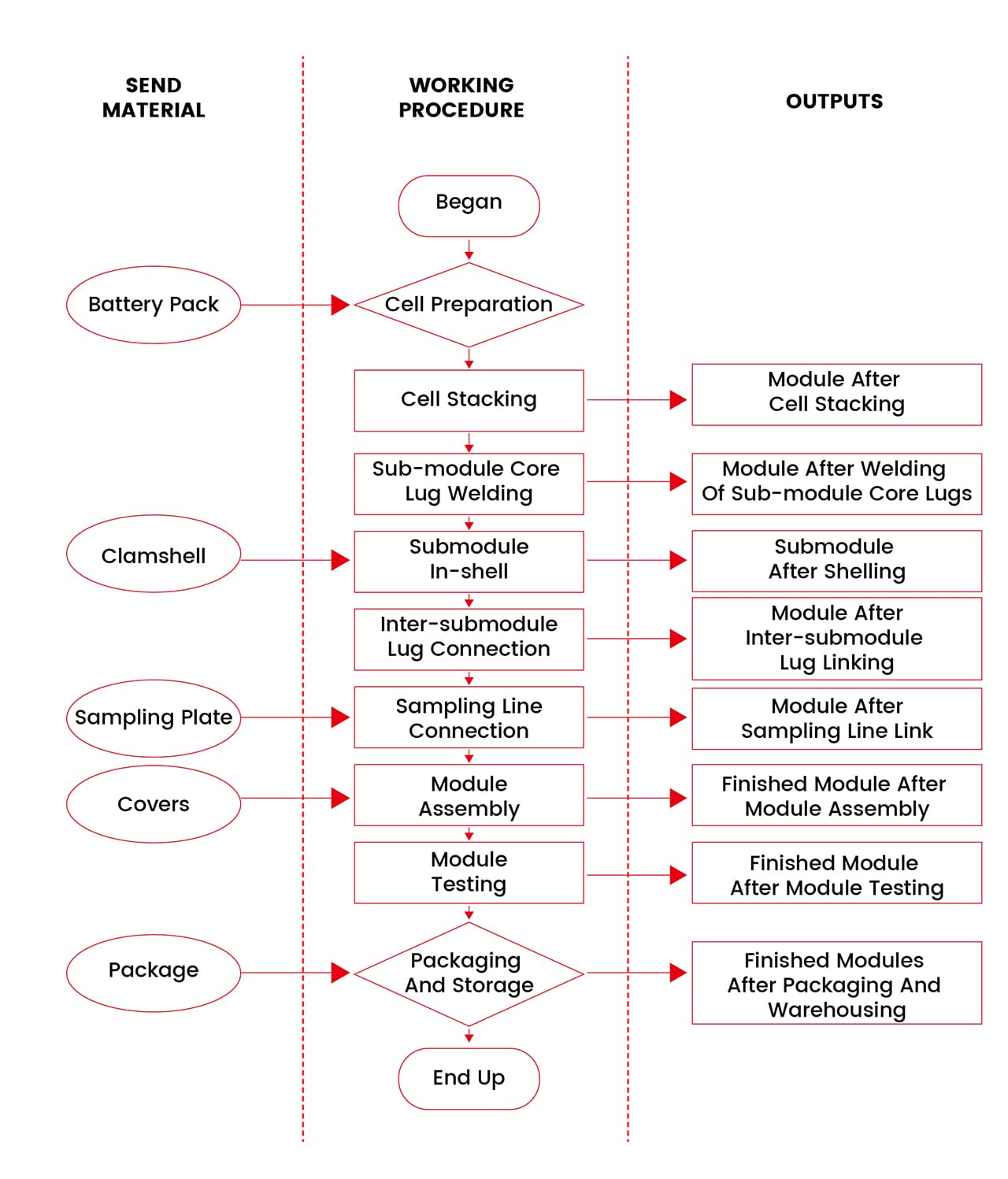
W sekcji montażu systemu baterii słonecznych LiFePO4: kwalifikujące się moduły akumulatorów i płytki drukowane BMS są montowane w gotowe produkty systemowe, a następnie trafiają do sekcji pakowania gotowego produktu po testach podstawowych, starzeniu w wysokiej temperaturze i procesach testów wtórnych. Szczegóły pokazano na poniższym rysunku:
Charakterystyka pakietu baterii słonecznych LiFePO4
 Banki akumulatorów litowych PACK wymagają wysokiego stopnia spójności ogniw (pojemność, rezystancja wewnętrzna, napięcie, krzywa rozładowania i żywotność).
Banki akumulatorów litowych PACK wymagają wysokiego stopnia spójności ogniw (pojemność, rezystancja wewnętrzna, napięcie, krzywa rozładowania i żywotność).
Żywotność pakietu akumulatorów PACK jest krótsza niż pojedynczego ogniwa.
Używaj w ograniczonych warunkach (w tym prąd ładowania i rozładowywania, metoda ładowania, temperatura itp.)
Napięcie i pojemność akumulatora litowego PACK znacznie wzrastają po uformowaniu i należy je chronić i monitorować pod kątem wyrównywania ładunku, temperatury, napięcia i przetężenia.
Zestaw akumulatorów musi spełniać wymagania dotyczące napięcia i pojemności wymagane dla danego projektu.
Metody PACK banku baterii słonecznych LiFePO4
Układ szeregowo-równoległy: Moduł akumulatorowy składa się z pojedynczego ogniwa połączonego równolegle i szeregowo. Połączenie równoległe zwiększa pojemność, a napięcie pozostaje niezmienione, podczas gdy połączenie szeregowe zwielokrotnia napięcie, a pojemność pozostaje niezmieniona.
Na przykład napięcie ogniw 3,2 V połączonych szeregowo 15 wynosi 48 V, jest to wzmocnienie szeregowe.
Na przykład pojemność ogniwa 50Ah, przy dwóch połączeniach równoległych, wyjdzie 100Ah, to jest rozszerzenie równoległe.
Wymagania dotyczące ogniwa LiFePO4: zgodnie z własnymi wymaganiami projektowymi, aby wybrać odpowiednie ogniwo, połączenie równoległe i szeregowe wymagań akumulatora tego samego typu, tego samego modelu, pojemności, rezystancji wewnętrznej, różnicy wartości napięcia nie większej niż 2%. Niezależnie od tego, czy jest to bateria o elastycznym opakowaniu, czy bateria cylindryczna, należy ją połączyć w wiele ciągów.
Proces PACK: PACK akumulatora realizowany jest na dwa sposoby: jednym jest spawanie laserowe, zgrzewanie ultradźwiękowe lub zgrzewanie impulsowe, które jest powszechnie stosowaną metodą spawania. Zaletą jest większa niezawodność, ale niełatwa do wymiany. Drugi to kontakt z elastyczną blachą, zaletą jest brak spawania, łatwa wymiana baterii, wadą jest to, że może to prowadzić do słabego kontaktu.
Biorąc pod uwagę wydajność produkcji, wydajność i rezystancję wewnętrzną punktu połączenia, spawanie laserowe jest obecnie pierwszym wyborem producentów baterii litowych BSLBATT .


Przewodnik po wyborze najlepszego akumulatora litowego do wózka golfowego 48 V
Czy warto inwestować w 48V...

10 ekscytujących sposobów wykorzystania baterii litowych 12 V
W 2016 roku, kiedy firma BSLBATT po raz pierwszy rozpoczęła projektowanie czegoś, co miało stać się pierwszym zamiennikiem typu drop-in...

Firma akumulatorowa BSLBATT otrzymuje zamówienia zbiorcze od klientów z Ameryki Północnej
BSLBATT®, chiński producent akumulatorów do wózków widłowych specjalizujący się w branży transportu materiałów...

Zabawne znalezisko w piątek: Bateria BSLBATT nadchodzi na kolejny wspaniały LogiMAT 2022
POZNAJ NAS! WYSTAWA VETTERA ROK 2022! LogiMAT w Stuttgarcie: INTELIGENTNY – ZRÓWNOWAŻONY – BEZPIECZNY...

Poszukuję nowych dystrybutorów i dealerów baterii litowych BSL
BSLBATT Battery to szybko rozwijająca się firma zajmująca się zaawansowanymi technologiami (200% r/r), która jest liderem na rynku...
BSLBATT weźmie udział w targach MODEX 2022 w dniach 28–31 marca w Atlancie w stanie Georgia
BSLBATT jest jednym z największych projektantów, producentów i integratorów akumulatorów litowo-jonowych...

Co sprawia, że BSLBATT jest doskonałą baterią litową spełniającą Twoje potrzeby w zakresie zasilania napędowego?
Właściciele elektrycznych wózków widłowych i maszyn do czyszczenia podłóg, którzy oczekują najwyższej wydajności, z pewnością znajdą...







