




- China
- English
- Françai
- Español
- Deutsch
- Română
- العربية
- 한국어
- 日本語
- Italiano
- Português
- Gaeilge
- Dansk
- Čeština
- Русский
- Afrikaans
- Euskara
- Català
- Esperanto
- हिन्दी
- Ελληνικά
- Bahasa Melayu
- Polski
- Српски
- Kiswahili
- ภาษาไทย
- Tiếng Việt
- Türkçe
- Svenska
- Cymraeg
- Slovenčina
- Latviešu
- Malti
- Magyar
- Galego
- ગુજરાતી
- Eesti Keel
- বাংলা
- Shqip
- беларуская мова
- Nederlands
- Tagalog
- ქართული
- Íslenska
- Kreyòl Ayisyen
- Lietuvių
- Norsk
- slovenščina
- தமிழ்
- Українська
- ײִדיש
- اردو
- తెలుగు
- فارسی
- македонски
- ಕನ್ನಡ
- Bahasa Indonesia
- עברית
- Suomi
- Hrvatski
- Български
- Azerbaijani

Промышленное применение






Тип продукта

Как упаковать солнечную батарею LiFePO4?
Банк солнечных батарей LiFePO4 PACK, также известный как аккумуляторный модуль, представляет собой процесс производства литий-ионных аккумуляторов, который означает упаковку, инкапсуляцию и сборку, относится к соединению нескольких групп литий-ионных одиночных элементов параллельно и последовательно, а также с учетом механической прочности системы, управление температурным режимом, согласование BMS и другие вопросы. Его важная технология отражена в общей конструкции конструкции, контроле технологий сварки и обработки, уровне защиты, активной системе терморегулирования. Если две батареи соединены последовательно или параллельно и имеют определенную форму в соответствии с требованиями заказчика, это называется ПАКЕТ.
Производственный процесс блока солнечных батарей LiFePO4 разделен на два этапа: производство модулей ячеек и сборка системы.
Если аккумуляторную батарею сравнивать с телом человека, то модуль – это «сердце», отвечающее за хранение и высвобождение электрической энергии. На участке производства модулей солнечных батарей LiFePO4 квалифицированные аккумуляторные элементы собираются в аккумуляторные модули с помощью процессов резки выступов, вставки сердечника, формирования выступов, лазерной сварки и упаковки модулей;
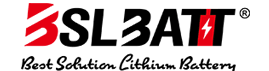
Технологическая схема производства модуля выглядит следующим образом:
(1) Сборка ядра: этот процесс является первым процессом подготовки модуля. Готовые аккумуляторные элементы после прохождения испытания соединяются на линии с такими компонентами, как боковые пластины, торцевые пластины, крышки и соединительные детали, а затем аккумуляторные элементы укладываются в определенном последовательно-параллельном порядке.
При укладке необходимо обратить внимание на явление переливания клея. При укладке модуля с обеих сторон сердечника необходимо выровнять, обе стороны должны иметь механизм выравнивания, допуск боковой плоскости ≤ 0,5 мм. укладка оснастки и контакт сердечника с сердечником не могут привести к повреждению сердечника.
Базовая поверхность укладки электрического сердечника может быть выбрана в соответствии с техническим уровнем Стороны Б и диапазоном допусков на размеры электрического сердечника (текущий допуск чертежа высоты электрического сердечника составляет 0,5 мм), шина (жесткая) , но необходимо обеспечить, чтобы горизонтальный допуск поверхности полюса составлял ≤0,3 мм, и в то же время не было никаких дефектов сварки из-за разницы высот в направлении Z.
В процессе штабелирования модулей компоненты и сердечники оснащены механизмом позиционирования, центрированной укладки, и каждому уложенному компоненту необходимо придать форму и прижать один раз (длина и ширина), и весь процесс предотвращает короткое замыкание электрического сердечника. . Внешний вид аккумулятора и его компонентов не должен быть поврежден, а синяя пленка изоляции аккумулятора не должна быть повреждена.
До и после штабелирования необходимо уметь определять полярность элементов батареи в соответствии с правилами последовательного и параллельного соединения модуля. Он должен иметь возможность подавать сигнал тревоги в случае отклонения от нормы в решении.
(2) Сварка выступов сердечника субмодуля: этот процесс является вторым процессом подготовки модулей. Сложенные друг на друга субмодули привариваются к каналу оплавления с помощью лазерной технологии с положительными и отрицательными выступами в соответствии с техническими требованиями; Приварка положительных выступов к каналу оплавления и отрицательных выступов к каналу оплавления требует разных параметров процесса.
(3) Субмодуль в оболочку: этот процесс является третьим процессом подготовки модуля. Субмодули автоматически помещаются в оболочку роботами для формирования модуля.
(4) Соединение наконечников между субмодулями: этот процесс является четвертым процессом подготовки модуля. С помощью лазерной технологии положительные и отрицательные наконечники привариваются к обратному лотку в соответствии с техническими требованиями, а наконечники соединяются последовательно между субмодулями.
(5) Подключение линии отбора проб: этот процесс является пятым процессом подготовки модуля. С помощью лазерной технологии терминалы для отбора проб привариваются к ряду орошения в соответствии с техническими требованиями.
(6) Сборка модуля. Этот процесс является шестым процессом подготовки модуля. С помощью робота торцевая и боковая пластины автоматически собираются в модуль с помощью лазерной технологии в соответствии с техническими требованиями для завершения сварки.
(7) Тестирование модуля: готовый модуль проверяется на работоспособность, а после завершения проверенный готовый модуль упаковывается и помещается на хранение.
Процесс производства модулей в основном состоит из производства субмодулей и сборки субмодулей в модули без побочных продуктов.
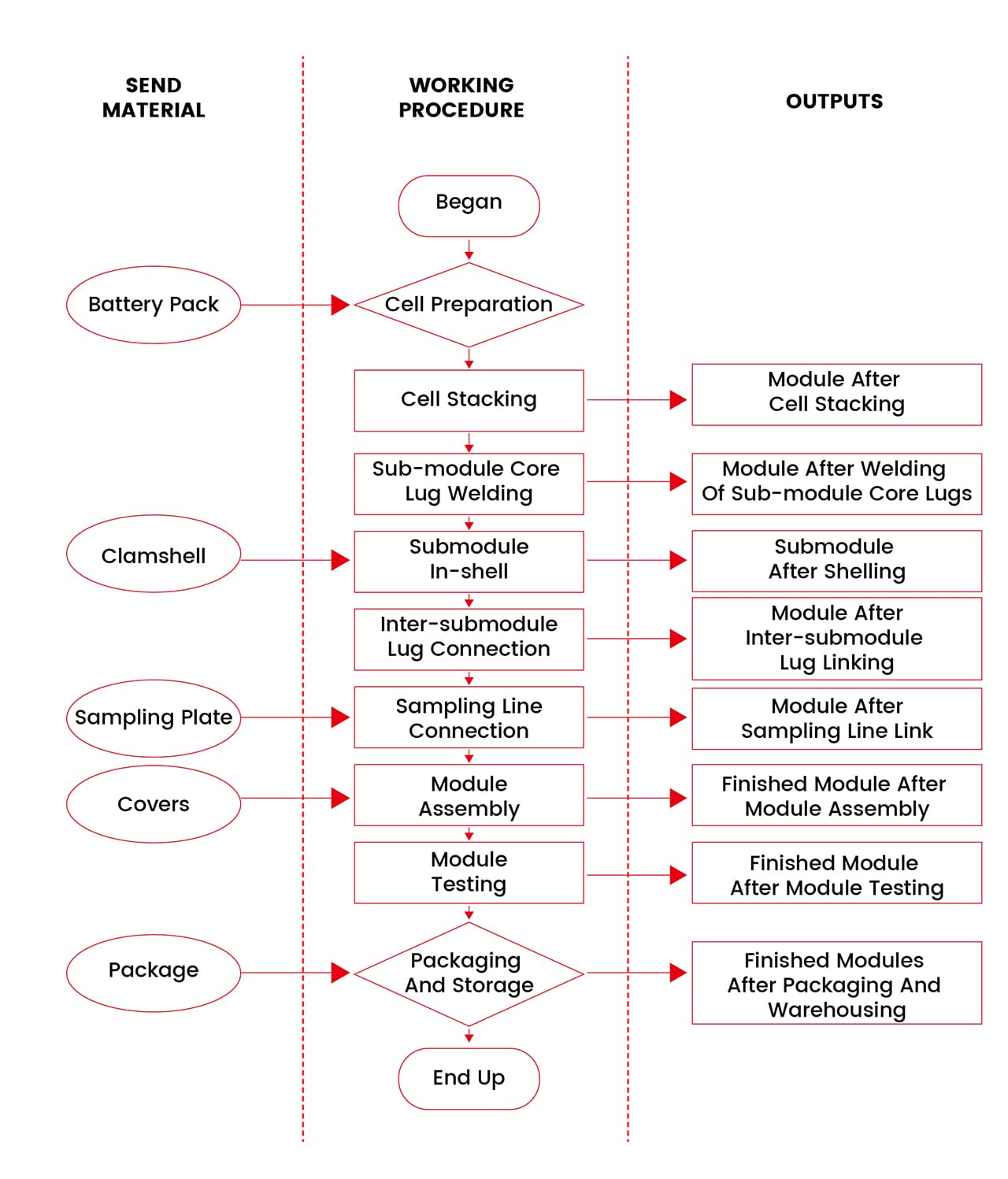
В секции сборки системы блока солнечных батарей LiFePO4: сертифицированные аккумуляторные модули и печатные платы BMS собираются в готовые системные продукты, а затем поступают в секцию упаковки готовой продукции после процессов первичного тестирования, высокотемпературного старения и вторичного тестирования. Подробности показаны на рисунке ниже:
Характеристики блока солнечных батарей LiFePO4 PACK
 Литиевые аккумуляторные батареи PACK требуют высокой степени согласованности элементов (емкости, внутреннего сопротивления, напряжения, кривой разряда и срока службы).
Литиевые аккумуляторные батареи PACK требуют высокой степени согласованности элементов (емкости, внутреннего сопротивления, напряжения, кривой разряда и срока службы).
Срок службы аккумуляторной батареи PACK ниже, чем у одного элемента.
Использование в ограниченных условиях (включая токи зарядки и разрядки, метод зарядки, температуру и т. д.)
Напряжение и емкость литиевого аккумуляторного блока PACK значительно увеличиваются после формования и должны быть защищены и контролироваться на предмет выравнивания заряда, температуры, напряжения и перегрузки по току.
Аккумуляторная батарея должна соответствовать требованиям по напряжению и емкости, предусмотренным для конструкции.
Методы упаковки солнечных батарей LiFePO4
Последовательно-параллельная композиция: Батарейный модуль состоит из одной ячейки, соединенной параллельно и последовательно. Параллельное соединение увеличивает мощность и напряжение остается неизменным, а последовательное соединение увеличивает напряжение и емкость остается неизменной.
Например, напряжение 15 ячеек 3,2 В, соединенных последовательно, составляет 48 В, это последовательное повышение.
Например, емкость аккумуляторной батареи 50 Ач, два параллельных соединения, будет 100 Ач, это параллельное расширение.
Требования к ячейке LiFePO4: в соответствии с собственными проектными требованиями выбрать соответствующую ячейку, параллельное и последовательное соединение требований к батарее того же типа, той же модели, емкости, внутреннего сопротивления, разницы значений напряжения не более 2%. Будь то батарея в гибкой упаковке или цилиндрическая батарея, ее необходимо объединить в несколько цепочек.
Процесс УПАКОВКИ: УПАКОВКА аккумулятора реализуется двумя способами: с помощью лазерной сварки, ультразвуковой сварки или импульсной сварки, которая является широко используемым методом сварки, преимуществом которого является более высокая надежность, но ее нелегко заменить. Во-вторых, благодаря контакту с эластичным металлическим листом, преимуществом является отсутствие сварки, простота замены батареи, недостатком является то, что это может привести к плохому контакту.
Принимая во внимание производительность, эффективность и внутреннее сопротивление точки соединения, лазерная сварка теперь является первым выбором производителя литиевых батарей. БСЛБАТТ .


Руководство по выбору лучшей литиевой батареи 48 В для гольф-мобиля
Стоит ли инвестировать в 48В...

10 интересных способов использования литиевых батарей на 12 В
Еще в 2016 году, когда BSLBATT впервые приступила к разработке того, что впоследствии станет первой заменой...

Компания BSLBATT Battery получает оптовые заказы от клиентов из Северной Америки
BSLBATT®, китайский производитель аккумуляторов для вилочных погрузчиков, специализирующийся на погрузочно-разгрузочных работах...

Веселая находка в пятницу: BSLBATT Battery появится на еще одной замечательной выставке LogiMAT 2022
ВСТРЕЧАЙТЕ НАС! ВЫСТАВКА ВЕТТЕРА 2022 ГОД! LogiMAT в Штутгарте: УМНОЕ – УСТОЙЧИВОЕ – НАДЕЖНОЕ…

Ищем новых дистрибьюторов и дилеров литиевых батарей BSL.
BSLBATT Battery — это динамично развивающаяся, быстрорастущая (на 200% по сравнению с прошлым годом) высокотехнологичная компания, которая является лидером...
BSLBATT примет участие в выставке MODEX 2022, которая пройдет 28-31 марта в Атланте, штат Джорджия.
BSLBATT — один из крупнейших разработчиков, производителей и интеграторов литий-ионных аккумуляторов...

Что делает BSLBATT превосходной литиевой батареей для ваших потребностей в движущей силе?
Владельцы электрических вилочных погрузчиков и машин для мытья полов, которым нужна максимальная производительность, найдут ...







