




- China
- English
- Françai
- Español
- Deutsch
- Română
- العربية
- 한국어
- 日本語
- Italiano
- Português
- Gaeilge
- Dansk
- Čeština
- Русский
- Afrikaans
- Euskara
- Català
- Esperanto
- हिन्दी
- Ελληνικά
- Bahasa Melayu
- Polski
- Српски
- Kiswahili
- ภาษาไทย
- Tiếng Việt
- Türkçe
- Svenska
- Cymraeg
- Slovenčina
- Latviešu
- Malti
- Magyar
- Galego
- ગુજરાતી
- Eesti Keel
- বাংলা
- Shqip
- беларуская мова
- Nederlands
- Tagalog
- ქართული
- Íslenska
- Kreyòl Ayisyen
- Lietuvių
- Norsk
- slovenščina
- தமிழ்
- Українська
- ײִדיש
- اردو
- తెలుగు
- فارسی
- македонски
- ಕನ್ನಡ
- Bahasa Indonesia
- עברית
- Suomi
- Hrvatski
- Български
- Azerbaijani

Endüstri Uygulaması






Ürün Tipi

LiFePO4 güneş pili bankası nasıl PAKETLENİR?
LiFePO4 güneş pili bankası Pil modülü olarak da bilinen PACK, paketleme, kapsülleme ve montaj anlamına gelen bir lityum-iyon pil üretim süreci olup, birden fazla lityum-iyon tek hücreli grubun paralel ve seri olarak bağlanması ve sistemin mekanik mukavemeti dikkate alınarak, termal yönetim ve BMS eşleştirme ve diğer konular. Önemli teknolojisi genel yapısal tasarıma, kaynak ve işleme teknolojisi kontrolüne, koruma seviyesine, aktif termal yönetim sistemine yansır. İki pilin seri veya paralel bağlanması ve müşterinin gereksinimlerine göre belirli bir şekle getirilmesine PACK denir.
LiFePO4 güneş pili bankasının üretim süreci iki bölüme ayrılmıştır: hücre modülü üretimi ve sistem montajı.
Pil PACK'i bir insan vücuduna benzetecek olursak, modül, elektrik enerjisinin depolanmasından ve salınmasından sorumlu olan “kalp”tir. LiFePO4 güneş pili bankası modülü üretim bölümünde, nitelikli pil hücreleri, pabuç kesme, çekirdek yerleştirme, pabuç şekillendirme, lazer kaynak ve modül paketleme işlemleriyle pil modüllerine monte edilir;
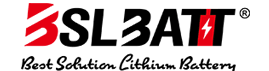
Modülün üretim süreci akış şeması aşağıdaki gibidir:
(1) Çekirdek istifleme: bu işlem modülün hazırlanmasının ilk işlemidir. Testi geçen pil hücreleri hat üzerinde yan plakalar, uç plakalar, kapak plakaları ve bağlantı parçaları gibi bileşenlerle eşleştirilmekte ve ardından pil hücreleri belirli bir seri-paralel sıraya göre istiflenmektedir.
İstiflerken tutkalın taşması olgusuna dikkat etmek gerekir. Modülü çekirdeğin her iki tarafına istiflerken hizalanması gerekir, her iki tarafın da hizalama mekanizmasına sahip olması gerekir, yan düzlem toleransı ≤ 0,5 mm. istifleme takımları ve çekirdek ile çekirdek teması, çekirdeğe zarar veremez.
Elektrik çekirdeğinin istifleme referans yüzeyi, Taraf B'nin teknik seviyesine ve elektrik çekirdeğinin boyutsal tolerans aralığına göre seçilebilir (elektrik çekirdeğinin yüksekliğinin çiziminin mevcut toleransı 0,5 mm'dir), Bara (sert) ancak direk yüzeyinin yatay toleransının ≤0,3 mm olmasını sağlamak gerekir ve aynı zamanda Z yönündeki yükseklik farkı faktöründen dolayı kaynak kusurları oluşmaz.
Modül istifleme sürecinde, bileşenler ve çekirdekler bir konumlandırma mekanizması, ortalanmış istifleme ile donatılmıştır ve istiflenen her bileşenin bir kez (uzunluk ve genişlik) şekillendirilmesi ve preslenmesi gerekir ve tüm süreç, elektrik çekirdeğinin kısa devresini önler . Pilin ve bileşenlerin görünümü bozulmamalı, pil yalıtımının mavi filmi kırılmamalıdır.
İstifleme öncesi ve sonrası, modülün seri ve paralel bağlantı kurallarına uygun olarak akü hücrelerinin polaritesini değerlendirebilmelidir. Kararda bir anormallik olduğunda alarm verebilmelidir.
(2) Alt modül çekirdek pabucu kaynağı: bu işlem, modüllerin hazırlanmasının ikinci işlemidir. İstiflenmiş alt modüller, teknik gereksinimlere uygun olarak pozitif ve negatif pabuçlarla lazer teknolojisi ile yeniden akış kanalı üzerine kaynaklanır; Pozitif pabuçların yeniden akış kanalına ve negatif pabuçların yeniden akış kanalına kaynaklanması farklı işlem parametreleri gerektirir.
(3) Kabuğun içine alt modül: Bu işlem, modülün hazırlanmasının üçüncü işlemidir. Alt modüller, modülü oluşturacak şekilde robotlar tarafından otomatik olarak kabuğa yerleştirilir.
(4) Alt modüller arasındaki pabuçların bağlanması: Bu işlem modülün hazırlanmasındaki dördüncü işlemdir. Lazer teknolojisi sayesinde pozitif ve negatif pabuçlar teknik gereksinimlere göre reflü tepsisi üzerine kaynaklanmakta ve pabuçlar alt modüller arasında seri olarak bağlanmaktadır.
(5) Örnekleme hattı bağlantısı: bu işlem modülün hazırlanmasının beşinci işlemidir. Lazer teknolojisi sayesinde numune alma panosu numune alma terminalleri, teknik gereksinimlere uygun olarak geri akış sırasına kaynak yapılır.
(6) Modül montajı: Bu süreç modülün hazırlanmasının altıncı sürecidir. Kaynak işlemini tamamlamak için teknik gereksinimlere göre, robot sayesinde uç plaka ve yan plaka lazer teknolojisi aracılığıyla otomatik olarak modüle monte edilecektir.
(7) Modül testi: Bitmiş modül, performansı açısından test edilir ve nitelikli bitmiş modül, tamamlandıktan sonra paketlenir ve depoya konur.
Modül üretim süreci esas olarak hiçbir yan ürün olmaksızın alt modül üretimi ve alt modüllerin modüller halinde birleştirilmesinden oluşur.
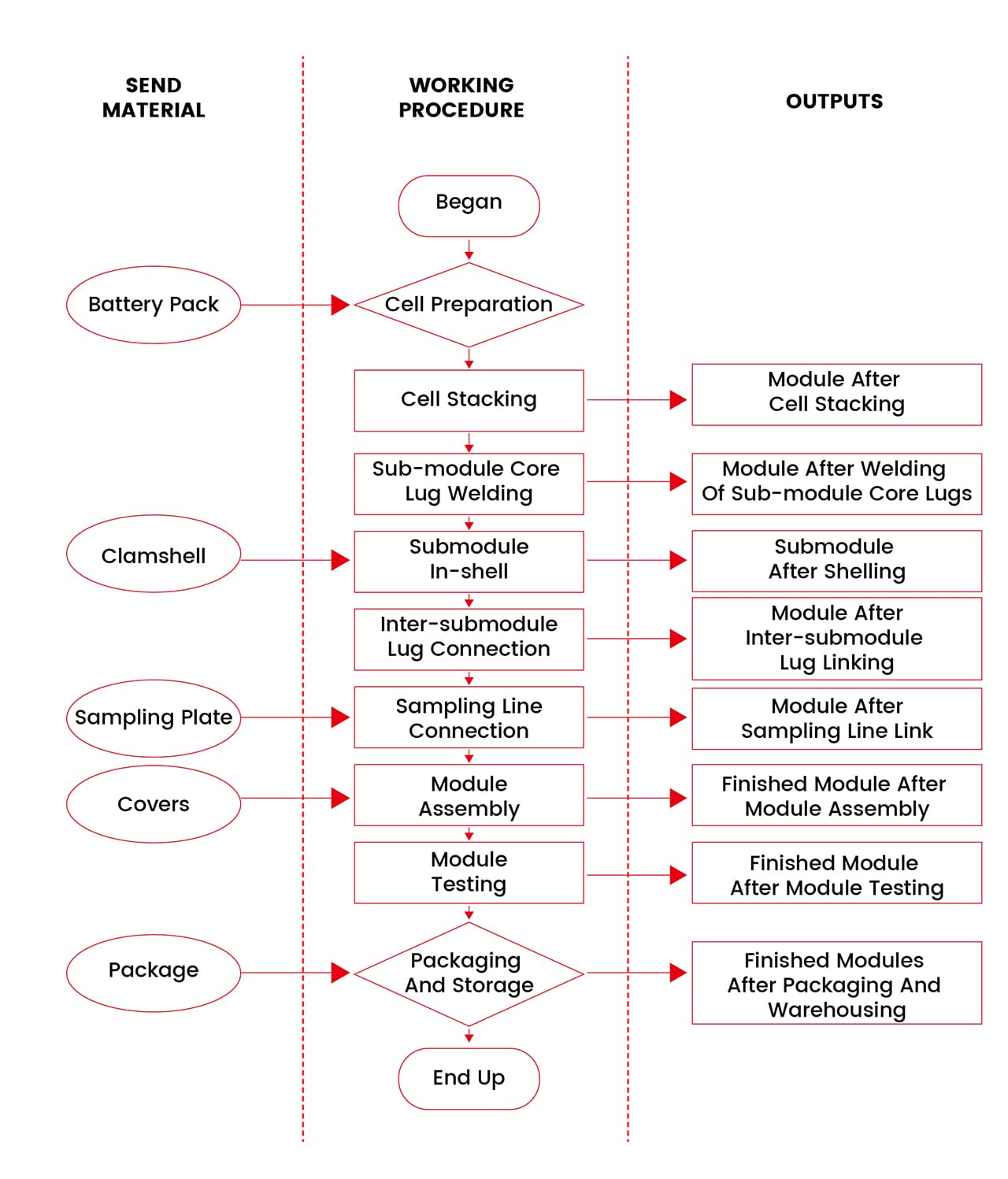
LiFePO4 güneş pili bankası sistemi montaj bölümünde: nitelikli pil modülleri ve BMS devre kartları, bitmiş sistem ürünlerine monte edilir ve ardından birincil test, yüksek sıcaklıkta yaşlandırma ve ikincil test süreçlerinden sonra bitmiş ürün paketleme bölümüne girer. Ayrıntılar aşağıdaki şekilde gösterilmektedir:
LiFePO4 güneş pili bankası PACK'in özellikleri
 PACK lityum pil bankaları yüksek derecede hücre tutarlılığı (kapasite, iç direnç, voltaj, deşarj eğrisi ve ömür) gerektirir.
PACK lityum pil bankaları yüksek derecede hücre tutarlılığı (kapasite, iç direnç, voltaj, deşarj eğrisi ve ömür) gerektirir.
Pil paketi PACK'in çevrim ömrü tek hücreninkinden daha düşüktür.
Sınırlı koşullar altında kullanın (şarj ve deşarj akımları, şarj yöntemi, sıcaklık vb. dahil)
Lityum pil paketi PACK'in pil voltajı ve kapasitesi kalıplamadan sonra büyük ölçüde artar ve şarj dengeleme, sıcaklık, voltaj ve aşırı akım açısından korunmalı ve izlenmelidir.
Akü PAKETİ tasarım için gerekli voltaj ve kapasite gereksinimlerini karşılamalıdır.
LiFePO4 güneş pili bankası PACK yöntemleri
Seri-paralel bileşim: Akü modülü paralel ve seri olarak bağlanan tek bir hücreden oluşur. Paralel bağlantı kapasiteyi arttırır ve voltaj değişmeden kalır, seri bağlantı ise voltajı katlar ve kapasite değişmeden kalır.
Örneğin 15 adet seri bağlı 3,2V'luk hücrelerin voltajı 48V'dur, bu seri güçlendirmedir.
Mesela 50Ah akü hücresinin kapasitesi, iki paralel bağlantı, 100Ah olacak, bu paralel genişlemedir.
LiFePO4 Hücre gereksinimleri: ilgili hücreyi seçmek için kendi tasarım gereksinimlerine göre, aynı tipteki pil gereksinimlerinin paralel ve seri bağlantısı, aynı model, kapasite, iç direnç, %2'den fazla olmayan voltaj değeri farkı. İster esnek ambalajlı bir batarya ister silindirik bir batarya olsun, birden fazla dizide birleştirilmesi gerekiyor.
PACK Süreci: Pilin PACK'i iki yolla gerçekleştirilir; bunlardan biri yaygın olarak kullanılan kaynak yöntemi olan lazer kaynağı veya ultrasonik kaynak veya darbeli kaynaktır, avantajı daha iyi güvenilirliktir, ancak değiştirilmesi kolay değildir. İkincisi elastik metal levha temasıdır, avantajı kaynak yapılmaması, pilin değiştirilmesi kolay, dezavantajı ise zayıf temasa yol açabilmesidir.
Üretim verimi, verimliliği ve bağlantı noktasının iç direnci dikkate alındığında lazer kaynak artık lityum pil üreticisinin ilk tercihi BSLBATT .



12V Lityum Pillerinizi Kullanmanın 10 Heyecan verici Yolu
2016 yılında BSLBATT, ilk kez değiştirilecek cihazı tasarlamaya başladığında...

BSLBATT Pil Şirketi Kuzey Amerikalı Müşterilerden Toplu Siparişler Alıyor
Malzeme taşıma endüstrisinde uzmanlaşmış bir Çin Forklift aküsü üreticisi olan BSLBATT®...

Eğlenceli Bul Cuma: BSLBATT Pil bir başka harika LogiMAT 2022'ye geliyor
BİZİMLE TANIŞIN! VETER'IN SERGİ YILI 2022! Stuttgart'ta LogiMAT: AKILLI – SÜRDÜRÜLEBİLİR – GÜVENLİ...

BSL Lityum Piller için yeni Distribütörler ve Bayiler aranıyor
BSLBATT Battery, hızlı tempolu, hızlı büyüyen (%200 yıllık) bir yüksek teknoloji şirketidir ve pazara liderlik etmektedir.
BSLBATT 28-31 Mart'ta Atlanta, GA'da MODEX 2022'ye Katılacak
BSLBATT, lityum iyon bataryanın en büyük geliştiricilerinden, üreticilerinden ve entegratörlerinden biridir.

BSLBATT'ı Motive Gücü ihtiyaçlarınız için Üstün Lityum Pil yapan nedir?
En üst düzey performansı arayan elektrikli forklift ve Zemin Temizleme Makineleri sahipleri...







