












新型添加剂改善锂离子电池低温性能
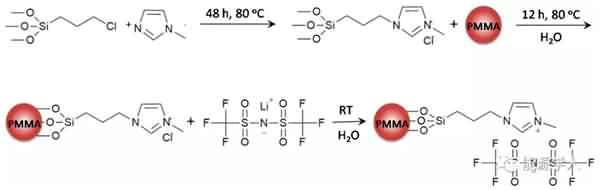
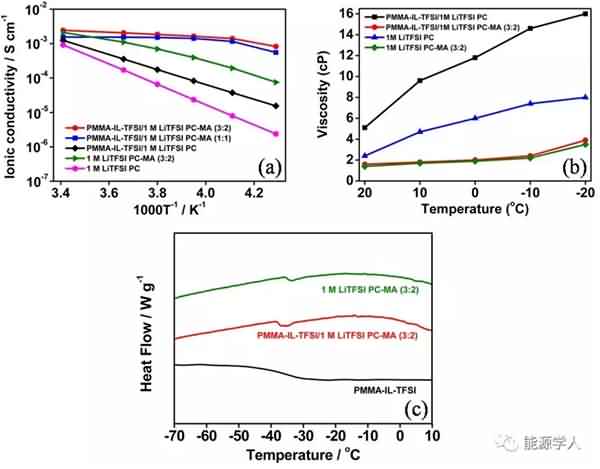
| 由于传统电解液在低于0℃的温度下会部分凝固,因此电池的容量会降低。 锂离子电池 当其在低温条件下工作时,其性能会急剧下降,从而限制了其在极端条件下的应用。为了提高低温性能 锂离子电池 ,大量的研究工作集中在提高电解质的电导率上。 图1是该添加剂的合成过程。主要是将离子液体分子链通过反应接枝到聚甲基丙烯酸甲酯(PMMA)纳米球上,形成刷状主结构,然后将该结构分散在乙酸乙酯(MA)中。并在碳酸亚丙酯(PC)混合溶剂中形成新型电解质体系。如图2a所示,电解液的电导率随着温度的降低而降低,并且含有乙酸乙酯的电解液的电导率远高于仅使用碳酸丙烯酯作为溶剂的电解液,因为其凝固点相对较低(乙酸乙酯的-96℃)和粘度(0.36cp)促进锂离子在低温下的快速运动。从图2b可以看出,加入设计的添加剂(PMMA-IL-TFSI)后电解液的粘度会增加,但粘度的增加并不影响电解液的电导率。有趣的是,添加剂的添加导致电解质的电导率显着增加。这是由于:1)离子液体抑制了电解质在低温下的凝固。离子液体的存在引起的塑化效应降低了电解质体系的玻璃相转变温度(图2c),因此在低温条件下离子传导更容易; 2)离子液体接枝的PMMA微球结构可视为“单离子导体”。添加剂的添加大大增加了电解质体系中自由移动的锂离子的数量,从而提高了电解质在室温和低温下的电导率。
图1.添加剂的合成路线。
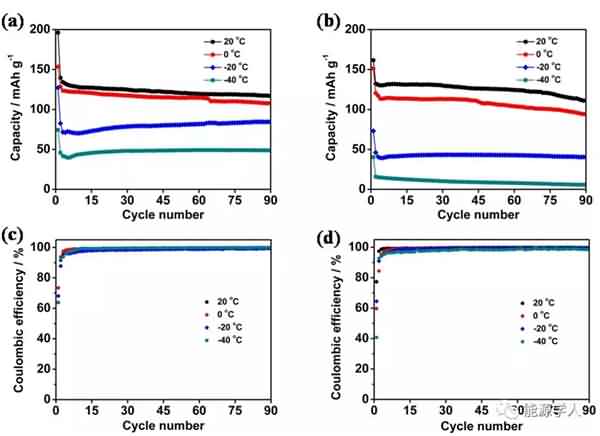
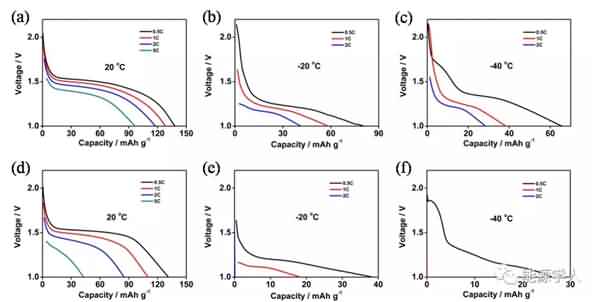
图 2.(a) 电解质的电导率与温度的函数关系。 (b) 不同温度下电解质体系的粘度。 (c) DSC 分析。 随后,作者比较了两种含添加剂和不含添加剂的电解质体系在不同低温条件下的电化学性能。从图3可以看出,在0.5 C的电流密度下循环90次循环后,两种电解液体系在20℃时的容量没有显着差异。随着温度降低,含有添加剂的电解液表现出比不含添加剂的电解液更优异的循环性能。在0℃、-20℃和-40℃下,含有添加剂的电解液循环后的容量分别可达107、84和48mA/g,显着高于不含添加剂的电解液在不同温度下循环后的容量。在不同温度下(分别为94、40和5mA/g),含有添加剂的电解液在90次循环后库仑效率保持在99.5%。图4比较了两个系统在20℃、-20℃和-40℃下的倍率性能。温度降低导致电池容量下降,但添加添加剂后,倍率性能下降电池的性能大大提高。例如,在-20℃时,含有添加剂的电池在2C的电流密度下仍能达到38mA/g的容量,而不含添加剂的电池在2C时就不能正常工作。
图3.电池在不同温度下的循环性能和库伦效率:(a,c)含有添加剂的电解液; (b,d)不含添加剂的电解液。
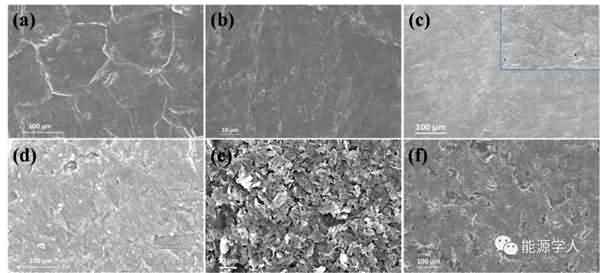
图4.电池在不同温度下的倍率性能:(a、b、c)含有添加剂的电解液; (d、e、f) 不含添加剂的电解液。 最后,作者通过SEM观察和EIS测试进一步研究了其潜在机制,并阐明了添加剂的存在使电池在低温下表现出优异电化学性能的可能原因:1)PMMA-IL-TFSI结构抑制了电解液凝固和增加系统中自由移动的锂离子数量,使电解液在低温下大大增加; 2)自由移动的锂离子的增加减缓了充放电时的极化效应,从而形成稳定的SEI膜; 3)离子液体的存在使SEI膜更具导电性,促进锂离子通过SEI膜,以及快速电荷转移。从图5可以看出,含有添加剂的电解液体系形成的SEI膜更加稳定、牢固,循环后没有明显的损伤和裂纹,电解液与电极进一步反应。通过 EIS 分析(图 6),相比之下,含有添加剂的电解液体系的 RSEI 较小,RCT 较小,表明电解液的电阻较小。 锂离子 穿过 SEI 膜并更快地从 SEI 迁移到电极。
图5.-20℃(a,c,d,f)和-40℃(b,e)循环结束后锂片的SEM照片:(a,b,c)含有添加剂; (d、e、f)不含任何添加剂。
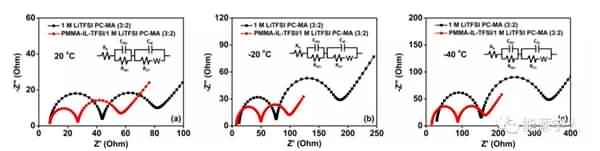
图 6. 不同温度下的 EIS 测试。 文章发表在国际知名期刊ACS Applied Energy Materials上。主要工作由论文第一作者李阳博士完成。 |